
HPQ3S High Pressure 0.008 Torr Residual Gas Analyzer
HPQ3S High Pressure 0.008 Torr Residual Gas Analyzer
The HPQ3S residual gas analyzer allows operation up to 0.008 Torr without the need for differential pumping. The field proven technology, coupled with the latest innovative Microvision 2 electronics, give data quality not previously seen in this class of instrument. The resulting system is less complex, with reduced installation requirements, offering a higher level of reliability at a substantially lower cost. In addition, the HPQ3S uses application validated correction algorithms to compensate for the sensitivity variation arising from ion-molecule interactions in the ion source at higher pressures.
- Upper working limit of 0.008 Torr total pressure
- Leak detection of vacuum lines, coolant lines, welds, and seals
- Application validated correction algorithms to compensate for sensitivity variation
- Verify the quality of process gases See All Features
Configuration Options
HPQ3S High Pressure Residual Gas Analyzer are available with the following options.
Ordering Code Example: 994-410-090
| Configuration Option | Option Code |
|---|---|
| HPQ3S Residual Gas Analyzer | 994-41 |
HPQ3S Gauge | |
| Simple elbow and no gauge | 0 |
| F-Chamber with GP Micro-ion gauge | A |
Filament | |
| Tungsten | 0 |
| Thoria coated iridium | 1 |
Additional gauge options are available. Please consult factory for ordering information.

Specifications
- Mass Range1-100 amu
- FilamentsTwin Tungsten or Thoria Coated Iridium
- DetectorFaraday
- Maximum Analyzer Operating Pressure0.008 Torr (0.001 mbar) - Application dependent
- Minimum Detectable Partial Pressure8e-11 Torr (1e-10 mbar)
- Minimum Detectable Concentration5ppm at 0.001 Torr (0.0013 mbar)
- SoftwareBuilt-in web applications allowing RGA control and data acquisition using a platform independent web browser without the need for dedicated installed software
- Mass Stability±0.1 amu over 8 hours at stable ambient
- ResolutionBetter than 10% valley for peaks of equal height across mass range
- Mounting FlangeDN38CF (70mm/2.75inch OD) Conflat
- Bake Out Temperature250°C with electronics removed
- Operating TemperatureElectronics: 10-40°C
- Power Requirements24V DC, 3A external universal voltage supply (included)
- Maximum Operating Conditions80% RH (non condensing)
- Data Acquisition MethodDedicated real time acquisition processor
- Data Acquisition Speed< 3ms per point for analog or barchart scanning
- Data Collection MethodsAnalog scanning, partial or full mass range 8, 16 or 32 points/amu Barchart scanning, partial or full mass range Peak-jump collection of any combination of peaks at up to 15 per acquisition set
- Communication10/100 Base-T Ethernet, static or automatically assigned IP addresses
- Settling Time< 20ms to 1 ppm of Maximum Signal
- Control MethodCE operating system processor with web-server interface
- Command StructureDocumented SDK and ASCII command protocols
- Filament ProtectionDedicated x-Trip with optional pressure sensor for use with cryo-pump isolation valve.
- Number of Stored Source Settings6 sets including ion source parameters, alignment, resolution, detector calibrations
- ComplianceCE (control unit)
- Software Controlled Tuning ParametersElectron energy, 20 to 100eV Emission current, 0 to 2 mA Ion energy, 0 to 10V Ion extraction, 0 to -130V Filter pole bias, 0 to -10V to +10V
Features
RGA Technology Leadership
MKS was the first company to offer an RGA compatible with modern Ethernet based, web-enabled, wide area network installations. HPQ3 continues this development to a level that offers the highest flexibility and connectivity through the use of industry standard communication hardware and software. HPQ3 optimizes the roles required of a complex sensor by having two dedicated processors;
- An optimized, proprietary processor for data acquisition
- An industry standard CE operating system processor for external communications through field proven TCP-IP technology.
The advantages of this design approach are fast, accurate data from a robust RGA sensor using industry standard, flexible communication protocols. HPQ3 also provides a complete range of additional digital and analog connections for integrating into systems with flexible low cost solutions.
High Pressure Quadrupole Analyser Design
The new RF design in the HPQ3 covers the 1-100 amu mass range without compromising the quality of gas peak separation at very low mass or high mass. The field proven High Pressure Quadrupole analyser design in the HPQ3 retains the robust and inexpensive ion source design with dual filaments. This allows continuous uninterrupted operation without needing to regularly replace filaments before their normal expected lifetime. For specific higher pressure applications up to 1e-2 mbar the HPQ3S makes real-time corrections using a gauge pressure from the tool or by using a variety of optional independent gauges fitted to a custom F-Chamber designed for optimum performance with the HPQ3S.

Wide Dynamic Range Detector Electronics
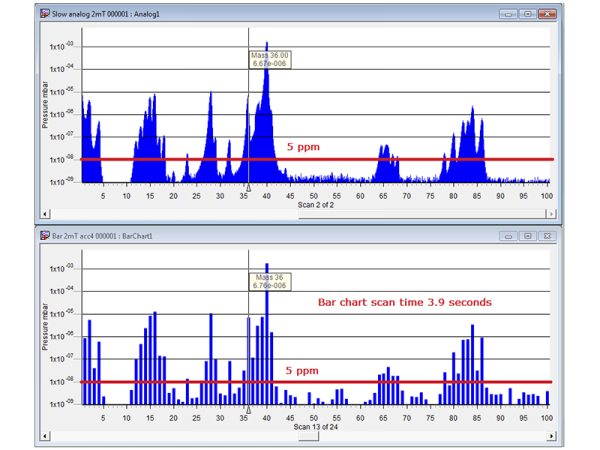
The patented wide dynamic range detector electronics allow detection of single figure parts per million chamber leaks or contaminants, even when simultaneously measuring major gas peaks in the e-3 mbar range. This is possible in a single scan or peak jump data acquisition with less than 20 ms between the maximum and minimum signal levels and without the need for an expensive electron multiplier which needs frequent calibration and replacement.
- Prevents large peaks from causing false positive measurements on small peaks.
- Temperature stabilized critical components with improved signal stability and baseline drift allow the unit to be used without frequent recalibration if the vacuum chamber is stable but ambient air temperature fluctuates
- Variable sensor conditions to match the needs of each process under different pressure conditions
- Each optimized sensor configuration is separately stored in the RGA and automatically recalled or recalibrated by software recipes.
- Flexible digital and analog I/O capability with a dedicated gauge port as standard.
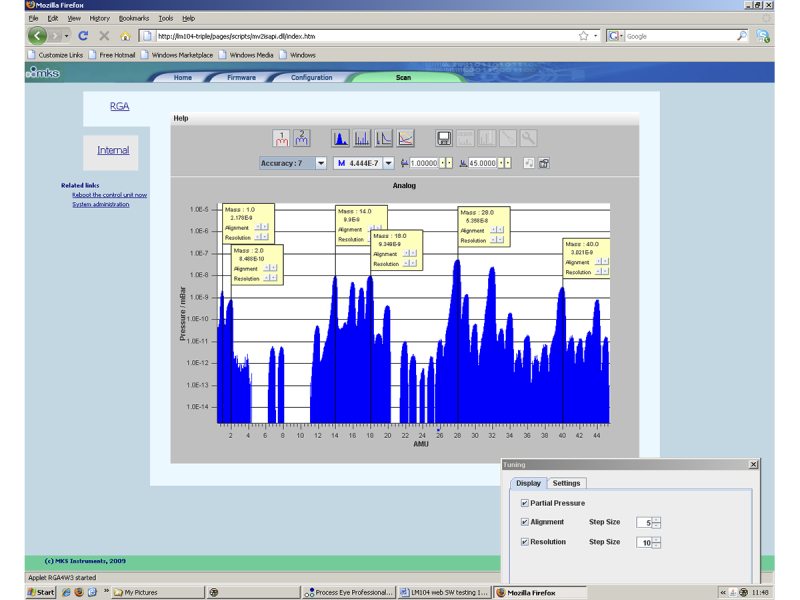
Built-in Web Server Application
A web interface using industry standard technology allows set-up and control of the HPQ3 from anywhere on a network. Using a non platform-specific web browser, calibration, operation and saving real time data to an export format is all possible. Using the documented Software Developer’s Kit, ASCII protocol and TCP-IP communication, any third party software can send and receive commands and data from the HPQ3 and HPQ3S.
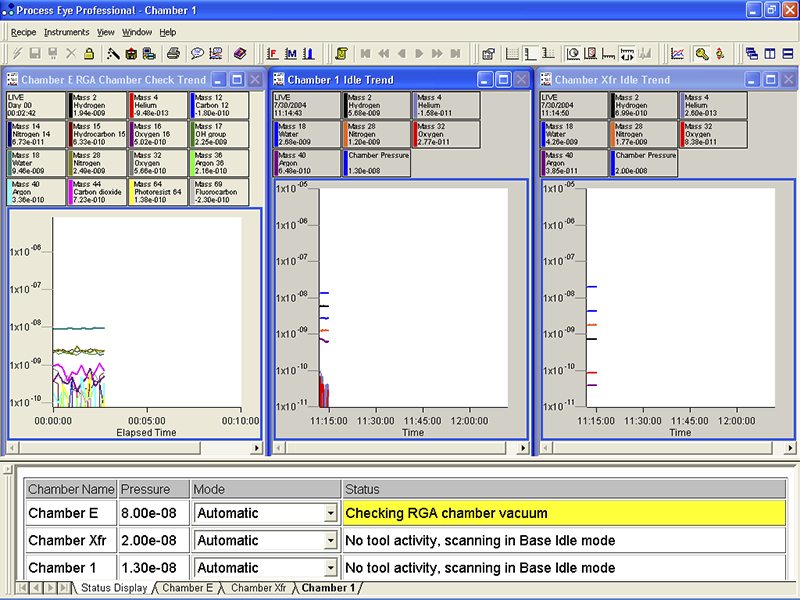
Process Eye Professional
A Windows-based comprehensive software platform offering complete control of all RGA parameters:
- Recipe driven control to allow the highest level of flexibility but with ease of use through the EasyView recipe and Recipe Wizard
- Ability to link to other systems through a variety of mechanisms such as Modbus, ASCII, SECS protocols, serial communications, TCP-IP, file exchange and many others
- Flexibility to run automatic and precisely-optimized data collection, alarm condition checking and closed loop control operation
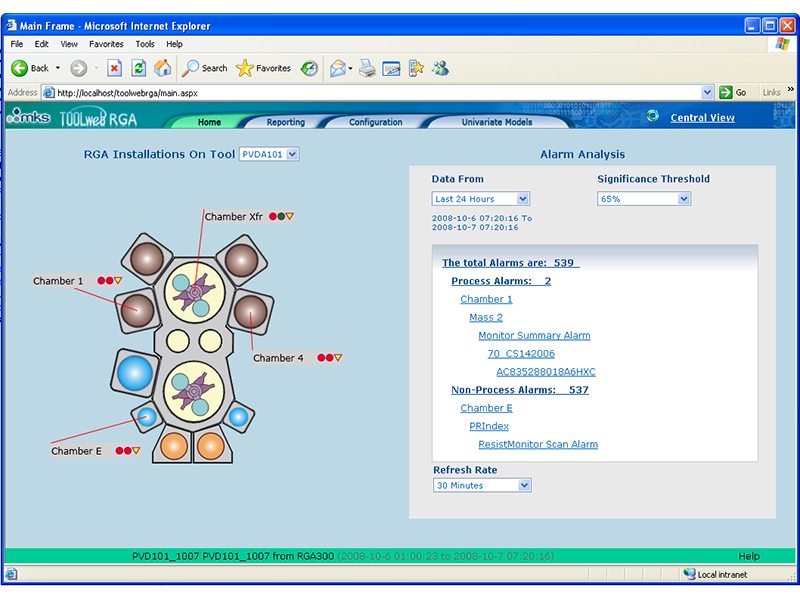
TOOLweb® RGA
A specialized, turn-key tool-integration software package (PC or server based) providing optimized methods to get the most reliable information from RGAs and other sensors on process tools:
- Complete integration of RGA data with tool operation and FDC systems
- Levels of interdiction from passive monitoring of the tool vacuum, to process critical go/stop control of individual process chambers
- Powerful web based reporting provides process engineers with highly valuable information to keep tools running at peak efficiency from anywhere on the network
Accessories
Compatible Software
| Compare | Description | Drawings, CAD & Specs | Avail. | Price | ||
|---|---|---|---|---|---|---|
 | PROCESS-EYE-PROFESSIONALProcess Monitoring Software, Residual Gas Analyzer, Process Eye™ Professional | |||||
 | 512-000/DGas Analyzer Software, EasyView, Residual Gas | |||||
 | TOOLWEB-RGAChamber Monitor Software, Residual Gas Analyzer, TOOLweb® | |||||
 | RGA Parts & Accessories |
Resources
Literature
HPQ3/HPQ3S High Pressure Residual Gas Analyzer (RGA)(384.1 kB, PDF)
Drawings & CADs
HPQ3/HPQ3S RGA Dimensional Drawing(127 kB, PDF)




