Residual Gas Analysis
Residual gas analysis is the analysis of low levels of residual gas that remain in a vacuum chamber following pump down. Such gases may include residues from ambient air such as oxygen, nitrogen, water, along with process residues that may include reactants such as silane, organometallics, halides, etc., and reaction products such as ammonia, hydrogen, moisture, etc. Vacuum chambers can also contain contaminants due to system leaks and hydrocarbons that backstream into the process chamber from the pumping system. Reproducible process results from a vacuum process are only possible when the system is guaranteed to be leak-tight and when the kind and quantity of residual gases in the process system are known and accounted for in the process protocol. Residual gas analyzers (RGAs) are a critical analytical tool for gaining this knowledge.
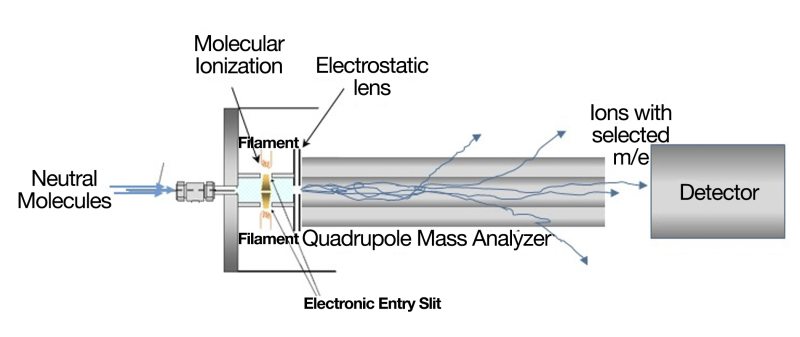
Modern RGAs utilize quadrupole mass spectrometry as their underlying operational principle. Quadrupole mass spectrometers (QMS) can monitor multiple gas-phase species in real-time. They have a wide dynamic range and can track gas-phase reactant, product and contaminant concentrations from ppb to % levels. A QMS detects and quantifies chemical species by first ionizing the molecules and/or atoms in a gas stream and then separating these ions by mass/charge (m/e) ratio. A quadrupole analyzer requires high vacuum for operation since ions must pass freely through the analyzer, affected by only the analyzer field. The operating pressure within a QMS is typically below 10-6 Torr and this is maintained using a turbomolecular pumped vacuum system, usually on-board the RGA. Depending on the pressure of the system being analyzed, the inlet to the QMS may be a simple vacuum connection (if the system being analyzed is under medium to high vacuum) or a differentially pumped capillary tube (to limit the volume of gas entering the QMS and avoid raising the internal pressure of the RGA). When the RGA is in operation, a gas sample stream from the chamber being analyzed enters the QMS at the ion source (from the left in Figure 1). Various methods may be used to ionize the sample, with electron-impact ionization being the most common. Electrons emitted by a hot filament knock electrons off the incoming molecules and atoms to form positive ions. The ions are separated according to their m/e ratio by a quadrupole mass filter and detected by a Faraday plate or secondary electron multiplier. All of the gas components are analyzed within a single scan and the results of the analysis are displayed as a mass spectrum (plot of m/e versus peak intensity). The ionization process produces both parent ions (the original molecule with a positive charge) and ionized fragments of the original neutral molecules; the fragmentation pattern acts as a fingerprint that identifies the various neutral species that were present in the gas stream sample. If the identities of the major components are known, specific mass peaks can be monitored and calibration coefficients applied to derive the relative composition for each species present. Owing to the fundamental nature of the species being measured, the QMS data is relatively simple to interpret. Furthermore, because all species within a given sample are analyzed, mass spectrometers can detect and highlight the presence of unexpected species or contaminants in a product gas stream.
Some newer RGAs employ an ion trap as a mass analyzer rather than a quadrupole. The theory of operation of these systems is quite complex and well beyond the scope of this introductory work.
A number of compact, accurate and simple to use RGA systems are commercially available. MKS's RGA product line offers a variety of levels of RGA utility, from simple partial pressure analyzers to complex mass spectrometers.
RGA Partial Pressure Analyzers
MKS, Granville-Phillips offers the 835 Vacuum Quality Monitor (VQM®) mass spectrometer for the measurement of partial pressures in vacuum systems. This system uses an autoresonant ion trap mass spectrometer gauge rather than a quadrupole mass analyzer. When coupled with a total pressure gauge such as a Stabil-Ion Bayard-Alpert gauge, the VQM provides a measurement of the partial pressures of each gas component in the vacuum system. The VQM can detect gases such as H2, H2O, CO2 and CO at pressures as low as 10-14 Torr.
RGA Process Monitors
MKS Vision and HPQ products utilize the TOOLweb® process-specific automated control and monitoring platform for RGAs and other sensors on semiconductor process tools.
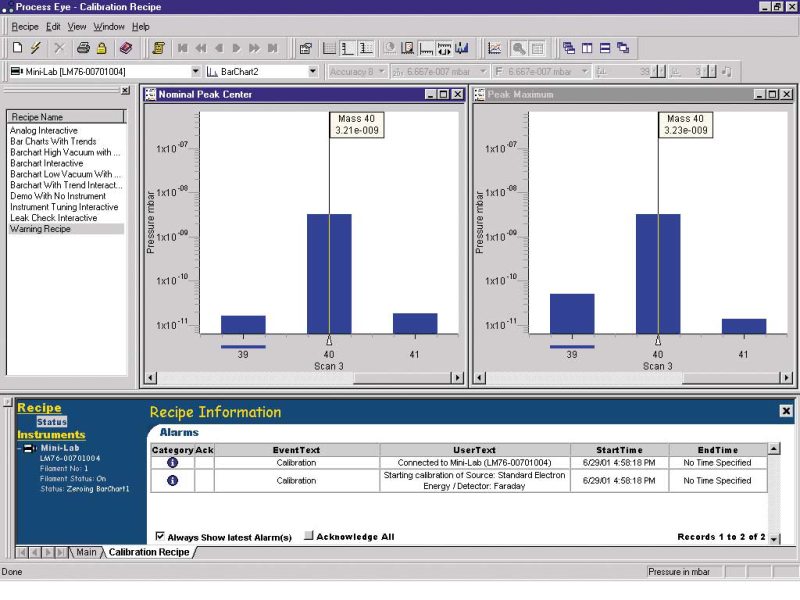
MKS's Microvision 2 "smart head" technology collects data on potentially damaging residual gases that negatively impact the process quality at millisecond speed. The electronics unit mounts directly onto the analyzer head, and connects to the system PC via Ethernet. It is designed as an application specific tool to monitor pumpdown, baseline, and leakback conditions in semiconductor and thin film processes. The Vision 2000-C™, Vision 2000-E™, and Vision 2000-P™ RGAs combine a closed ion source with an automated inlet to enable monitoring of the complete CVD, PVD or Etch process cycle, from base vacuum to process pressures of up to 700 Torr. These RGAs incorporate Microvision 2 "smart head" technology and are integrated with the Process Eye™ Professional control platform. Process Eye is designed for process monitoring applications where a flexible control platform is required to achieve automation and full integration with a process tool. Process Eye Professional uses recipes to define the way in which the RGA scans, displays and responds to the data acquired.
MKS produces the 300mm Resist-Torr RGA for the detection of photoresist residues on wafers during the high pressure (~8 Torr) wafer degas step just prior to insertion of the wafer into a 300 mm PVD chamber. The 300 mm Resist-Torr is a fully automated monitor with built-in calibration for the calculation of the PR index that measures the photoresist contamination level in the degas chamber. The Resist-Torr employs a fast response capillary sample inlet to ensure vacuum integrity in the QMS. When integrated with Process Eye and TOOLweb RGA sensor control software, the 300mm Resist-Torr system provides completely automated operation and highly reliable photoresist detection.
The HPQ3 and HPQ3S are designed as in situ process monitoring tools that can operate well beyond the normal 1 x 10-4 mbar total pressure restriction of most RGAs without the need for differential pumping of the sample inlet. The lack of requirement for differential pumping significantly simplifies the operation of these tools and reduces their footprint in the process environment, making them particularly suitable as in situ monitors in a wide range of CVD, PVD and Etch applications, from leak detection to process monitoring.
Atmospheric Pressure Gas Analyzers
Our Cirrus atmospheric pressure gas analyzers are based on quadrupole mass analyzers in which the gas sampling system has been configured to permit the analysis of a sample gas at atmospheric pressure. These analyzers accomplish this by employing an inert, silica-lined capillary inlet that restricts the amount of gas sample that is allowed to pass to the quadrupole mass analyzer chamber (which is maintained under high vacuum using a turbomolecular pump/diaphragm pump combination).
Two categories of Cirrus gas analyzers are available, the Cirrus 3 product line and the Cirrus 3-XD.
The Cirrus 3 benchtop system is a state-of-the-art QMS specifically designed for high sensitivity and long-term analyzer stability. It is capable of near real-time monitoring of a wide array of gases and gas mixtures with a dynamic sensitivity range that varies between parts per billion (ppb) and percentage levels. It can be configured to sample up to 16 gas streams, with special configurations available to sample corrosive gases or to produce high mass resolution spectra. As well, it can be supplied with an integrated optical sensor for continuous carbon monoxide (CO) sensing. The Cirrus 3 incorporates an Ethernet interface, allowing it to be controlled by either a local PC or through an organizational network. It is operated using the Process Eye Professional control platform which allows for fully automated operation and calibration and which incorporates and tracks data from other process sensors.
Cirrus 3-XD atmospheric pressure gas analyzers are designed for research and engineering applications requiring trace gas analyses that are beyond the limits of normal QMS systems. The addition of patented V-lens™ ion optics technology to the Cirrus QMS platform provides a unique analytical advantage for the Cirrus 3-XD that ensures gas-independent low baseline and stable, robust detection of gases at low ppb levels. This guarantees a high level of confidence in trace level analyses. The fast response capillary inlet design allows the system to capture 250 data points per second for near real-time analyses. The Cirrus 3-XD employs the Process Eye Professional control platform for fully automated operation and calibration. Available in either benchtop or rack-mounted configurations, the Cirrus 3-XD is ideal for in-line monitoring and analysis of trace contaminants in process gases, including solvent vapors, hydrocarbons, atmospheric and inorganic gas species (including corrosives), freons, and noble gases.
Software for RGA, Process and Chamber Monitoring
Process Eye Professional (Figure 2) is a network-compatible application that leverages the features and functions of Microsoft operating systems (32-bit and 64-bit Windows XP, Vista, Server 2008 and Windows 7). It is designed for process monitoring applications requiring a flexible control platform for automation that is fully integrated with a process tool. Process Eye Professional uses recipes to define the way in which the RGA scans, displays data, and responds to the data acquired.
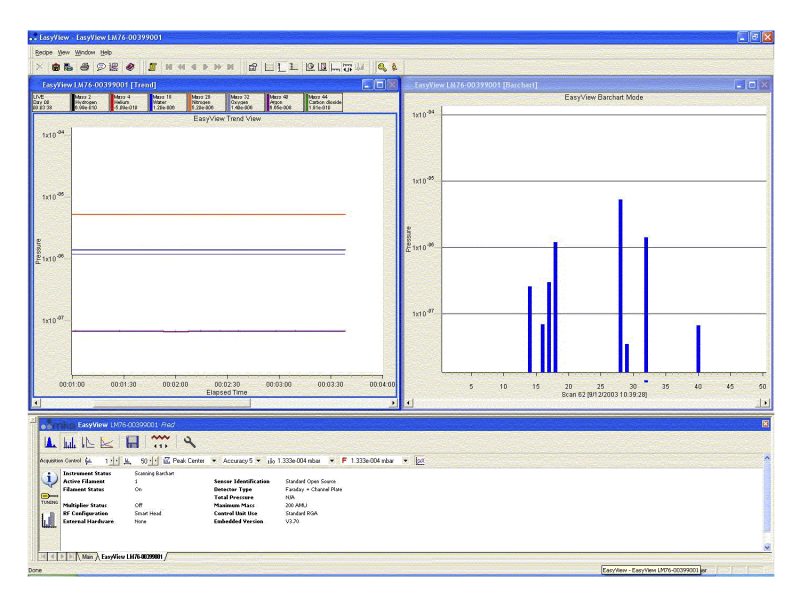
EasyView (Figure 3) is the latest RGA software platform for MKS's range of RGAs. Designed specifically for simplicity in installation and operation, EasyView is an interactive, ICON-driven package with many advanced data display and data storage capabilities. It is a network-compatible application that leverages the features and functions of Microsoft¨Êoperating systems (32-bit and 64-bit Windows¨ÊXP, Vista, Server 2008 and Windows 7).
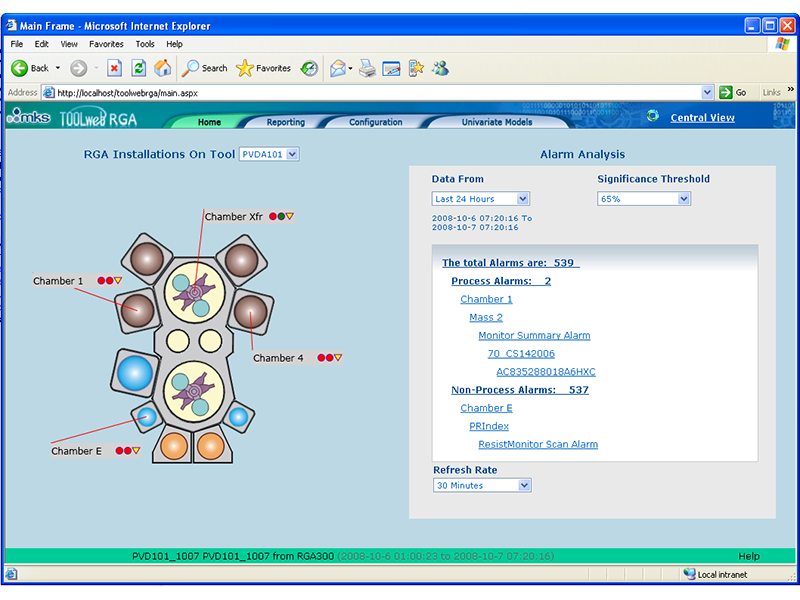
TOOLweb RGA (Figure 4) is an automated platform for the control and monitoring of process-specific RGA and other general sensors on semiconductor tools. Comprised of sensor hardware, a tool connectivity module, and software for real-time control and web-based data review, TOOLweb RGA monitors the tool chamber environment both during and between periods of wafer processing and after a pump-down. It can function as either a stand-alone tool-level controller or as a component in a tool group or fab-wide installation. TOOLweb RGA enables complete reporting and alarming on both a per tool and cross tool basis with full tool and factory host integration capability.
Related Topics
Front-end Semiconductor
For additional insights into semiconductor topics like this, download our free MKS Instruments Handbook: Semiconductor Devices & Process Technology
Request a Handbook