Plasma Enhanced Chemical Vapor Deposition Systems
Plasma enhanced CVD systems, like LPCVD systems, began as batch processors for loads of up to 100 wafers at a time. The key advantages sought in the use of PECVD vs. LPCVD were the ability to reduce process temperatures while maintaining or increasing deposition rates. As device geometries grew ever smaller, limiting time-at-temperature became more important in maintaining the material properties and electrical characteristics of the components already in place on partially fabricated devices. As PECVD processes matured, other advantages such as the ability to manipulate thin film material and conformational properties became apparent. The early commercial configurations for PECVD processing were derived from LPCVD technology of the time, with the PECVD process performed in an evacuated (2-10 Torr) hot-wall tube reactor environment (Figure 1). These systems exhibited similar failings to hot wall LPCVD and modern PECVD processing migrated to single wafer cluster tool environments with the advent of VLSI and ULSI processing.
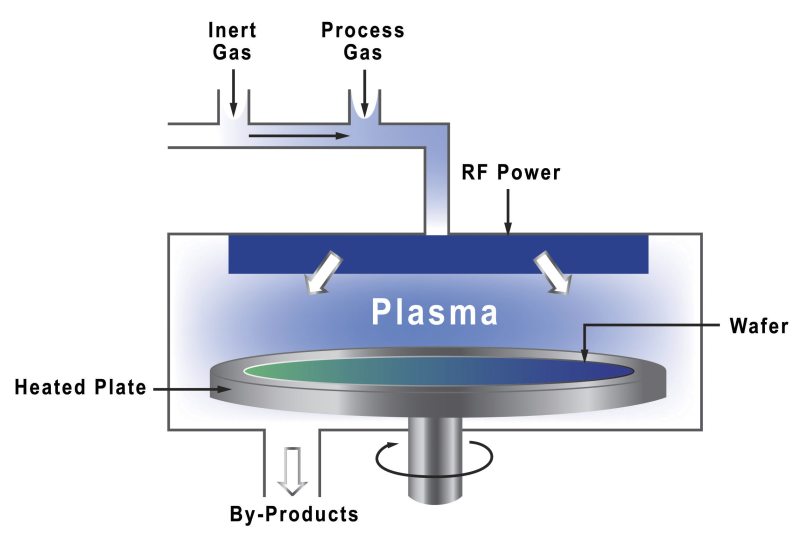
Outwardly, single wafer process chambers for PECVD look somewhat similar to those for LPCVD. Figure 2 shows a schematic that illustrates the characteristics of a single wafer plasma chamber. As with single wafer LPCVD chambers, the precursor gas is fed to the chamber using a showerhead arrangement to ensure uniformity of precursor concentration over the wafer face. Direct exposure RF (radio frequency) PECVD systems typically employ the showerhead as an electrode for the introduction of RF energy to create the plasma. Precursor entering the plasma undergoes electron-molecule collisions, producing high energy excited molecules and molecular fragments that adsorb on the substrate surface and deposit the film. Like LPCVD systems, the wafer sits on a heated platen and the by-product gases are exhausted through ports below the wafer level.
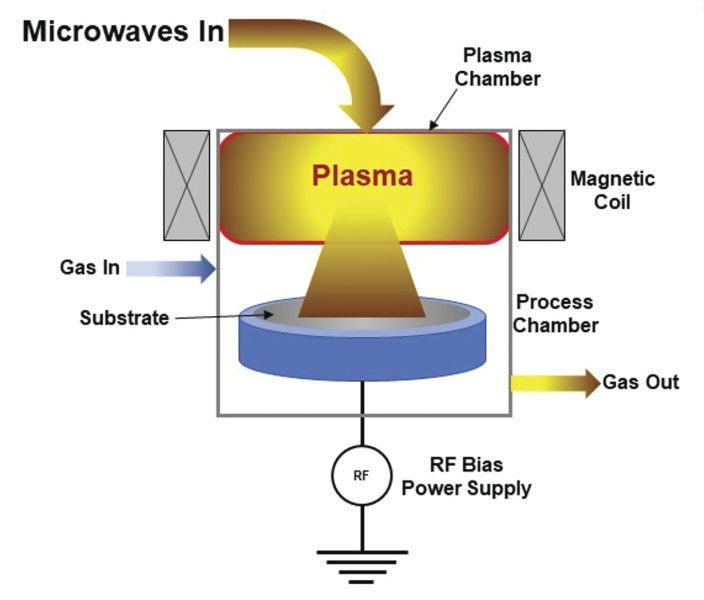
Methods such as High Density Plasma (HDP)-CVD use remote inductively coupled plasma or electron cyclotron resonance chambers to generate high concentrations of reactive species and ions. In some cases, HDP-CVD reactors are designed with a microwave plasma source for reactive species generation and an ability to bias the substrate for controlled ion bombardment such as is shown in Figure 3. Other PECVD reactor configurations do not expose the substrate to direct plasma exposure so as to avoid ion and electron bombardment. In these configurations, remote plasma generation is combined with ion screening so that only neutral excited species such as molecular and molecular-fragment radicals can reach the substrate.
Related Topics
Thin Films
- Polycrystalline Silicon Thin Films
- Silicon Based Epitaxial Thin Films
- Compund Semiconductor Epitaxial Thin Films
- Dielectric Thin Films
- Metal Thin Films
Thin Film Deposition
For additional insights into semiconductor topics like this, download our free MKS Instruments Handbook: Semiconductor Devices & Process Technology
Request a Handbook